
Miksi alumiini hallitsee moottorikoteloiden suunnittelua?
The alumiininen sähkömoottorin kotelo on tullut oletusvalinta teollisissa, kaupallisissa ja autojen moottorisovelluksissa – ja hyvästä syystä. Alumiiniseokset tarjoavat yhdistelmän ominaisuuksia, joita yksikään kilpaileva materiaali ei voi täysin toistaa: alhainen tiheys, korkea lämmönjohtavuus, korroosionkestävyys ja erinomainen työstettävyys, kaikki kustannuksilla, jotka skaalautuvat tehokkaasti tuotantomäärien mukaan.
Alumiinin etujen ydin on lämmönhallinta. Sähkömoottori tuottaa lämpöä jatkuvasti käytön aikana, ja kotelon on haihdutettava tämä lämpö riittävän nopeasti suojaamaan käämit, laakerit ja eristys ennenaikaiselta hajoamiselta. Alumiinin lämmönjohtavuus on noin 150 – 200 W/m·K — noin neljä-viisi kertaa korkeampi kuin valurauta — mahdollistaa moottorisuunnittelijat pitämään käyttölämpötilat turvallisissa rajoissa ilman ylimitoitettua koteloa tai lisäämättä ulkoisia jäähdytysjärjestelmiä.
Muut tekijät, jotka ohjaavat siirtymistä alumiiniseen moottorikoteloon:
- Painonpudotus: Alumiini on noin kolmasosa valuraudan tiheydestä. Liikkuville alustoille – trukkeille, sähköajoneuvoille, teollisuusroboteille – jokainen moottorikotelosta säästetty kilo pidentää suoraan akun kantamaa tai parantaa dynaamista suorituskykyä.
- Korroosionkestävyys: Alumiini muodostaa luonnollisesti suojaavan oksidikerroksen, mikä tekee siitä sopivan kosteaan, märkään tai kemiallisesti aktiivisiin ympäristöihin ilman lisäsuojapinnoitteita monissa sovelluksissa.
- EMI-suojaus: Alumiinikotelot vaimentavat tehokkaasti sähkömagneettisia häiriöitä, suojaamalla herkkää moottorin ohjauselektroniikkaa ulkoiselta melulta ja estämällä moottorin omia kytkentätaajuuksia säteilemästä ulospäin.
- Kierrätettävyys: Alumiini on 100-prosenttisesti kierrätettävää, ja sen energiankulutus on vain noin 5 prosenttia alkutuotannon energiasta, mikä tukee kiertotalouden tavoitteita, joita vaaditaan yhä enemmän Euroopan ja Aasian moottorimarkkinoilla.
Alumiininen sähkömoottorin kotelo: seokset ja valmistusmenetelmät
Kaikkia alumiinisia moottorikoteloita ei ole valmistettu samalla tavalla. Valmistusprosessi määrittää saavutettavissa olevat toleranssit, pinnan viimeistelyn, seinämän paksuuden ja viime kädessä valmiin osan lämpö- ja rakenteellisen suorituskyvyn. Kolme menetelmää hallitsee tuotantoa.
Die Casting
Korkeapainevalu (HPDC) on yleisin prosessi keskisuurten ja suurten moottoreiden koteloissa tehoalueella 0,5–30 kW. Sula alumiini - tyypillisesti A380 tai ADC12 seos — ruiskutetaan terässuuttimeen 700 – 1 400 barin paineella, jolloin muodostuu lähes verkon muotoinen osa 30 – 90 sekunnin jaksoissa. Painevalu mahdollistaa monimutkaiset geometriat, mukaan lukien integroidut asennusulokkeet, jäähdytysrivat ja putkien sisääntulokohdat yhdellä toimenpiteellä. Mittatoleranssit ±0,1 – 0,3 mm ovat vakiona, riittävät useimpiin moottorin reiän ja päätykellon sovituksiin.
Ekstruusio
Ekstruusio produces a continuous aluminum profile that is then cut to length and finish-machined into the motor casing. This process is particularly well-suited to tubular motor housings with a constant cross-section — the standard architecture for many servo motors, linear motors, and the trukin suulakepuristettu moottorikotelo käsitellään seuraavassa osiossa. Suulakepuristettujen moottorien koteloiden yleisiä seoksia ovat mm 6061-T6 ja 6063-T5 , jotka on valittu lujuuden, suulakepuristettavuuden ja työstettävyyden tasapainon perusteella. Jo 1,5 mm:n seinäpaksuudet ovat saavutettavissa, mikä minimoi painon rakenteen jäykkyydestä tinkimättä.
Hiekkavalu ja painovoimavalu
Suurille moottorirungoille – tyypillisesti yli 55 kW:n runkokokoille – ja pienille tilauksille hiekkavalu tai painovoima (pysyvä muotti) tarjoaa alhaisemmat työkalukustannukset kuin HPDC. Seokset, kuten A356-T6 ovat vakiona ja tarjoavat 220 – 280 MPa vetolujuuden lämpökäsittelyn jälkeen. Pinnan viimeistely ja mittojen sakeus ovat alhaisemmat kuin suulake- tai suulakepuristusmenetelmät, joten lisätyöstömassa otetaan huomioon valusuunnittelussa.
| Prosessi | Tavallinen seos | Tyypillinen toleranssi | Paras |
|---|---|---|---|
| Korkeapaineinen painevalu | A380, ADC12 | ±0,1 – 0,3 mm | Suuri volyymi, monimutkainen geometria, 0,5 – 30 kW |
| Ekstruusio CNC Machining | 6061-T6, 6063-T5 | ±0,05 – 0,15 mm | Putkimaiset kotelot, servo- ja trukkimoottorit |
| Hiekka / painovoimavalu | A356-T6 | ±0,5 – 1,5 mm | Suuret rungot (> 55 kW), pienet tilaukset |
Trukin suulakepuristettu moottorikotelo: suunnittelun prioriteetit ja vaatimukset
The trukin suulakepuristettu moottorikotelo toimii yhdessä vaativimmista ympäristöistä, joita moottorikotelo kohtaa: jatkuva tärinä varaston lattioista, altistuminen akkuhappohöyrylle, hydrauliöljysumulle, lämpöpyöräily sisä- ja ulkotilojen välillä sekä kuormitusiskujen mekaaninen isku. Näiden ehtojen täyttäminen ja voimansiirron pitäminen mahdollisimman kompaktina ja kevyenä tekee suunnitteluvaatimuksista epätavallisen tiukat.
Rakenteellinen eheys tärinän ja iskujen alaisena
Trukin veto- ja hydraulimoottorit asennetaan tyypillisesti suoraan alustaan tai hydraulilohkoon ilman tärinäneristystä. Kotelon tulee siksi vastustaa väsymishalkeilua asennusulokkeissa ja laakerien istuimissa jatkuvassa syklisessä kuormituksessa. 6061-T6 alumiinia on suositeltava valinta suulakepuristetuille trukkien koteloille, koska sen 310 MPa:n vetolujuus ja 276 MPa:n myötölujuus tarjoavat riittävän marginaalin kuormalavojen noudon ja telakkalevyjen yli kulkemisen aikana syntyville iskukuormille. Asennuslaipan geometria on tyypillisesti paksuuntunut 20 – 30 % rakenteellisen vähimmäisvaatimuksen yli, jotta pultin esikuormitus voidaan ottaa huomioon ja estää naarmujen aiheuttama korroosio rajapinnassa.
Tiivistys ja IP-luokitus
Useimmat trukin moottorikotelot ovat kohteena IP54 tai IP65 suojaus — täydellinen pölynpoisto ja suoja vesisuihkuilta varaston pesun yhteydessä. Tämän saavuttaminen suulakepuristetulla alumiinikotelolla vaatii tarkkuuskoneistetut päätykellon liitäntäpinnat (pintakäsittely Ra ≤ 1,6 µm), jatkuvia O-renkaan uria ja ruostumattomasta teräksestä valmistettuja kiinnikkeitä galvaanisen korroosion estämiseksi teräksen ja alumiinin rajapinnassa. Putkien sisääntulokohdissa käytetään puristusholkkiliittimiä yksinkertaisten läpivientien sijaan.
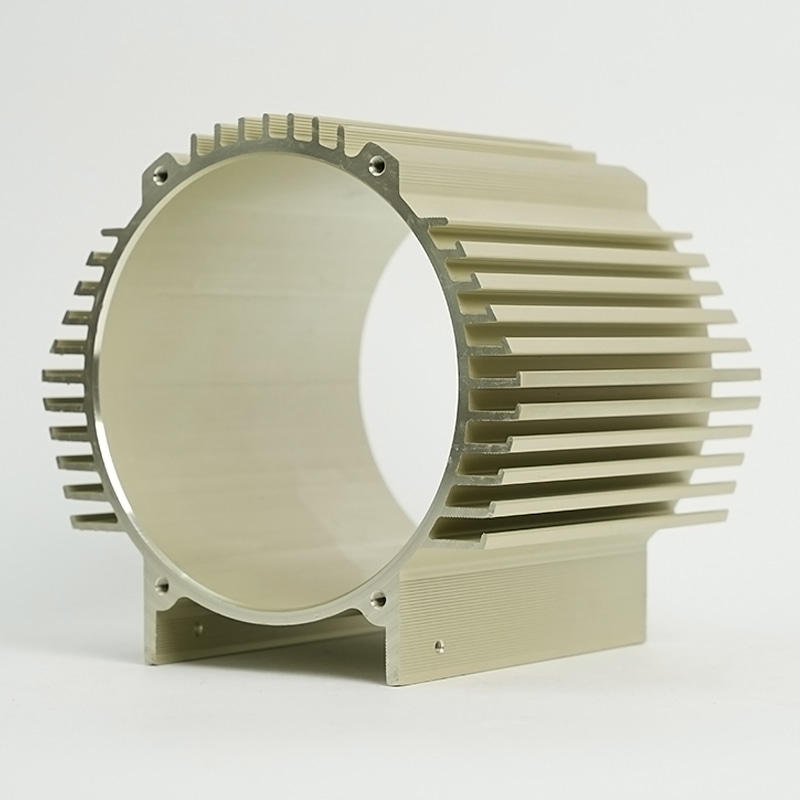
Lämmönhallinta suljetussa tilassa
Trukkien moottorit toimivat usein korkeilla käyttöjaksoilla – toistuvasti kiihdyttäen ja hidastaen usean tonnin kuormia – mikä tuottaa merkittävää lämpöä fyysisesti kompaktissa pakkauksessa. Tätä sovellusta varten käytetään usein suulakepuristettuja koteloita pitkittäiset ulkoevät muodostetaan suoraan suulakepuristussuuttimeen, mikä lisää konvektiivisen jäähdytyksen pinta-alaa 60 – 120 % verrattuna samankokoiseen tasaseinäiseen sylinteriin. Joihinkin malleihin on lisätty sisäisiä kierreuria tai aksiaalisia kanavia, jotka mahdollistavat nesteen pakkojäähdytyksen, kun sovellus sitä vaatii.
Alumiinipumpun moottorikotelo: korroosionkestävyys ja nesteiden yhteensopivuus
The alumiininen pumpun moottorikotelo jakaa monia suunnitteluperiaatteita yleisten sähkömoottorien koteloiden kanssa, mutta kohtaa ainutlaatuisen joukon kemiallisia yhteensopivuushaasteita, jotka puuttuvat useimmista kuivan ympäristön moottoreista. Pumpattavasta väliaineesta riippuen – vesi, jätevesi, maatalouskemikaalit, polttoaineet, elintarvikelaatuiset nesteet tai syövyttävät teollisuusnesteet – moottorin kotelon ympäristö voi olla erittäin aggressiivinen.
Seosvalikoima kosteisiin ympäristöihin
Puhtaan makean veden tai LVI-jäähdytysvesipumppusovelluksissa vakiona A380 painevalettu tai 6061 suulakepuristettu alumiini toimii hyvin ilman lisäkäsittelyä. Kuitenkin sovellukset, joihin liittyy:
- Merivesi tai suolavesi: Vaadi 5000-sarjan lejeerinkejä (esim. 5052, 5083), joissa on korkeampi magnesiumpitoisuus kloridin kestävyyden vuoksi, tai anodisoitua 6061:tä tiivistetyllä anodisilla, jonka paksuus on ≥ 25 µm.
- Maatalouskemikaalit tai lannoitteet: Sisältää usein ammoniumyhdisteitä, jotka hyökkäävät standardialumiinioksidikerroksia vastaan; epoksijauhemaali tai kemikaaleja kestävä PTFE-pinnoite alumiinikuoren päällä on vakiokäytäntö.
- Ruoan ja juoman valmistus: Vaadi FDA-yhteensopivia anodisoituja tai maalattuja pintoja, joissa ei ole paljaita raaka-alumiinia, joka voisi koskettaa tuotevirtaa; halkeamattomat ulkoiset mallit estävät bakteerien kerääntymisen.
Upotettavat vs. tiiviisti kytketyt mallit
Pumppumoottorien kotelot jakautuvat laajasti kahteen asennustyyppiin. Kiinni kytketyt pumppumoottorit kiinnitä suoraan pumpun pään taakse jaetulla akselilla; moottorin kotelo on alttiina roiskeille ja höyrylle, mutta ei upotettuna, joten tavalliset alumiinipainevalukotelot IP55-luokituksen kanssa ovat yleensä riittäviä. Uppopumppujen moottorit vaativat kotelon toimimaan paineastiana – alumiinikuoren on kestettävä ulkoinen hydrostaattinen paine (tyypillisesti 3–10 baaria porareikäpumpuille) samalla kun se säilyttää vesitiiviyden kaikissa tiivistysliitännöissä. Upotettavan kotelon seinämän paksuuslaskelmat noudattavat paineastioiden suunnittelukoodeja (ASME Section VIII tai EN 13445), ja suunnittelupaineeseen on sovellettu turvallisuuskertoimia 3 – 4×.
Pintakäsittelyt pumppumoottorien alumiinikoteloille
Oikea pintakäsittely pidentää merkittävästi käyttöikää pumppuympäristöissä. Yleisiä vaihtoehtoja ja niiden tyypillisiä käyttötapauksia:
- Kova-anodisointi (tyyppi III): Tuottaa 25–75 µm alumiinioksidikerroksen, jonka Vickers-kovuus on 400–600 HV. Ihanteellinen hankauksille alttiille pinnoille ja lieville kemiallisille ympäristöille. Kustannustehokas 6061- ja 6063-seoksille.
- Epoksijauhemaali: 60 – 100 µm kalvonpaksuus; erinomainen suolasumun kestävyys (1 000 - 3 000 tuntia ASTM B117:n mukaan); sopii maatalouden ja meren roiskealueille. Vaatii perusteellisen pinnan esikäsittelyn (kromaattikonversio tai zirkonaattiesikäsittely).
- Sähkötön nikkelipinnoitus: Tasainen pinnoite saavutettavissa monimutkaisilla sisägeometrioilla; tarjoaa korroosion- ja kulutuskestävyyden kemiallisten prosessien pumppumoottoreissa, joissa anodisointi ei ole yhteensopiva elektrolyytin kanssa.
- Kromaattikonversiopinnoite (Alodine/Iridite): Ohut (1 – 5 µm) johtava pinnoite, jota käytetään ensisijaisesti pohjamaalina tai EMI-kriittisissä koteloissa, joissa pinnan johtavuus on säilytettävä koko kuoren läpi.
Alumiinimoottorin kotelon määrittäminen: Avainparametrien tarkistuslista
Olipa hankinnan alumiininen sähkömoottorin kotelo , a trukin suulakepuristettu moottorikotelo , tai an alumiininen pumpun moottorikotelo , määrittelyprosessin tulee ottaa huomioon nämä kriittiset parametrit varmistaakseen, että toimittaja toimittaa tarkoitukseen sopivan osan:
- Moottorin rungon koko ja IEC/NEMA-merkintä: Määrittää reiän halkaisijan, päätypultin ympyrän, akselin ulkoneman välyksen ja asennusjalan mitat. Kaikki tulee noudattaa asiaankuuluvien standardien toleransseja.
- Teholuokitus ja käyttösuhde: Määrittää seinämän paksuuden lämmönpoistoa ja rakenteellisia kuormia varten. 10 kW:n moottori, joka käy S1 (jatkuva) käytössä, vaatii aggressiivisemman lämpösuunnittelun kuin sama runko S3 (jaksoittainen) käytössä.
- IP/NEMA-kotelointiluokitus: Määrittää tiivistysvaatimukset, jotka vaikuttavat suoraan päätykellon geometriaan, tiivisteen uran mittoihin ja kiinnittimien valintaan.
- Toimintaympäristö: Vahvista kemikaalialtistus, upotus, pesu, tärinätasot (ISO 10816 vakavuusalue) ja ympäristön lämpötila-alue.
- Seos ja temperointi: Ilmoita vaadittu seos selvästi – älä jätä tätä toimittajan harkinnan varaan, jos sovelluksella on erityisiä lujuus-, työstettävyys- tai korroosiovaatimuksia.
- Pintakäsittely ja viimeistely: Määritä pinnoitteen tyyppi, vähimmäispaksuus, tartuntatestistandardi ja mahdolliset värivaatimukset. Viitata soveltuviin standardeihin (MIL-A-8625 anodisointiin, ASTM B117 suolasuihkutestaukseen).
- Kriittiset toleranssit: Ilmoita porauksen pyöreys (ympyrämäisyys), laakerin istukan halkaisija ja istuvuusluokka (tyypillisesti H7/k6 tai H7/m6) ja pinnan kohtisuora reiän akseliin nähden – nämä vaikuttavat suoraan laakerin käyttöikään ja tärinätasoihin.
- Sertifikaatit ja asiakirjat: Vaadi materiaalitestiraportit (MTR) standardin EN 10204 3.1 tai 3.2 mukaisesti, mittatarkastusraportit ja pintakäsittelytodistukset jokaisesta tuotantoerästä.
Hyvin määritelty alumiininen moottorikotelo – joko painevalettu suuria määriä varten, puristettu trukin voimansiirtoon tai erityisesti käsitelty syövyttävään pumppuympäristöön – tarjoaa vuosikymmeniä luotettavan palvelun pitäen samalla järjestelmän painon, lämmönkestävyyden ja kokonaiskustannukset alhaisimmillaan saavutettavissa olevalla tasolla.

















